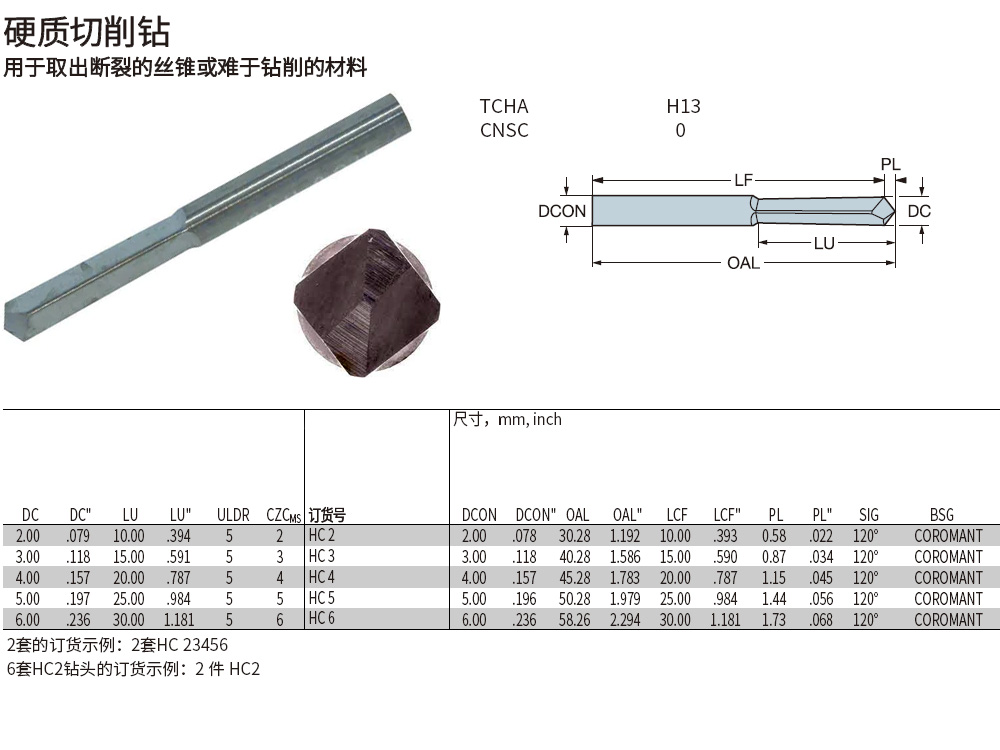
硬质切削钻HC 23456 断裂的丝锥和淬硬螺栓取出用
整体合金钻头用于取出断裂的丝锥或难于钻削的材料HC 2 3 4 5 6,此钻头主要为取出断裂的丝锥和淬硬螺栓而设计。

HC 2 HC 3 HC 4 HC 5 HC 6
特大的负前角槽形 —— 可产生高的工作温度 —— 对断裂的丝锥进行退火处理。
- 可重磨的槽形。
- 毋需切削液 — 干式钻削。
此钻头主要为取出断裂的丝锥和淬硬螺栓而设计。
- 也可在其他难于钻削的材料例如冷硬铸铁、钨铬钴硬质合金和玻璃中使用。
使用带稳定主轴的机床
- FMS (柔性加工系统),加工中心,NC 和 NC- 车床,CNC (计算机数控车床),自动机床加工中心,转塔车床和铣床。
钻削时的操作步骤
1. 将工件用虎钳或其他夹紧装置牢固的固定在机床上, 钻头的中心对准断裂丝锥。
2. 用比最终使用的钻头直径大、刚性好的钻头在不平的断面上钻出中心孔。
3. 根据上表中列出的尺寸选择正确型号的硬切钻头。 推荐的主轴转速在 1500-3500 rpm。 应使用一致、稳固、手动进给进行加工。 应该经常停下来清理孔中的切削。
4. 丝锥被钻出以后,请用划针等类似的尖形工具清理残削。
M3 4-40 UNC, 6-40 UNF, 6 BA-4 BA
M4, M5 8-32 UNC, 10-32 UNF, 3 BA-2 BA
M6 1/4-5/16 UNC, 1/4-5/16 UNF, 1 BA-0 BA
M8, M10 5/16-3/8 UNC, 5/16-3/8 UNF
M10, M12 3/8-1/2 UNC, 3/8-1/2 UNF
- HSS高速钢钻头\粉末合金钻头。
- 整体硬质合金钻头、平底钻头、深孔钻头。
- 内冷钻头、外冷钻头、涂层钻头。
- 适用范围广:钢件、不锈钢、铸铁、铝合金、钛合金、镍合金、淬火钢、复合材料加工。
-
 VSDD1300
VSDD1300 -
VSDD1290
-
VSDD1280
-
 2ZDK120HP-3D-OH
2ZDK120HP-3D-OH -
2ZDK119HP-3D-OH
-
2ZDK118HP-3D-OH
-
 CTM2SC10C14-50-5L-ABUT TMSD 刀杆
CTM2SC10C14-50-5L-ABUT TMSD 刀杆 -
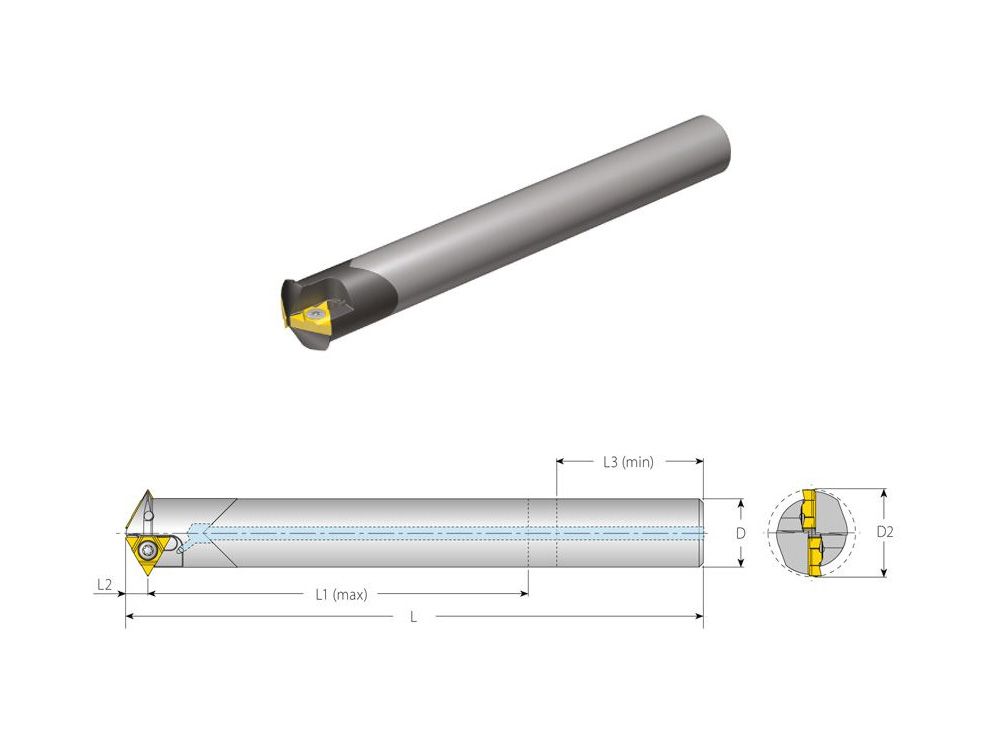 TMSD整体合金螺纹铣刀杆CTM2SC10C14-50-5L
TMSD整体合金螺纹铣刀杆CTM2SC10C14-50-5L -
 415-016A12-05H
415-016A12-05H -
415-013A12-05H
-
 419-040A32L-14M
419-040A32L-14M -
 3AFK030-045-090
3AFK030-045-090 -
 6HFSM150-420-16
6HFSM150-420-16 -
6HFSM140-370-16
-
C583A601.0276 Enorm 2-Z/E-X-IKZ-PM-GLT-1 机用丝锥 M10x1-6HX
-
C5830F01.0276 Enorm 2-Z/E-X-IKZ-PM-TIN-60 机用丝锥 M10x1-6HX
-
C582A601.0276 Enorm 2-Z/E-X-PM-GLT-1 机用丝锥 M10x1-6HX
-
1408 8.500整体硬质合金机用铰刀8.50mm H7
-
1408 8.000整体硬质合金机用铰刀8.0mm H7
-
1408 7.000整体硬质合金机用铰刀7.0mm H7
-
 右偏小孔螺纹镗刀A04.M070.01.10.32 MR X400
右偏小孔螺纹镗刀A04.M070.01.10.32 MR X400 -
左偏小孔螺纹镗刀A04.M070.01.10.32 ML X800
-
左偏小孔螺纹镗刀A04.M070.01.10.32 ML X400
-
723 12.700整体合金数控定心钻 12.7mm h6 光亮处理
-
723 12.000整体合金数控定心钻 12.0mm h6 光亮处理
-
723 10.000整体合金数控定心钻 10.0mm h6 光亮处理
-
23倍径整体合金内冷钻头 6.8mm h7 6511 6.800
-
23倍径整体合金内冷钻头 6.750mm h7 6511 6.750
-
24倍径整体合金内冷钻头 6.5mm h7 6511 6.500
-
铸铁车刀片SCMT 09T304EN-SM CTCK120
-
不锈钢车刀片SCMT 120408EN-SM CTC2135
-
B3234.C8.500-570.Z1.TC11大直径精镗刀
-
B3234.C8.500-570.Z1.CC06大直径精镗刀
-
A0021.0 HSS TIN 直柄麻花钻头DIN 338 1.00 mm
-
A1001/16 HSS ST 直柄麻花钻头DIN 338 1/16 inch
